Amine Distillation – Cabin Heater
ENSIGN NATURAL RESOURCES - EAGLE FORD Tell us more about your project
Project Highlights
- 12-Burner Cabin Heater - 30MM BTU with 12 independent fuel trains
- +250 Safety I/O Controlled and Monitored from User Interface in the Control Room
- Redundant Temperature Measurement/Redundant Networks
- Client was able to see ROI in less than eight months.
The Problem
Ensign was experiencing nuisance shutdowns with limited safety I/O. The heater was going down 2-3 times a day due flame failure. Operators and I&E personnel were constantly manually relighting the heater 2-3 times day! Ensign required a safe and reliable solution that met their budget.
Sound Familiar? Let's TalkBefore Profire






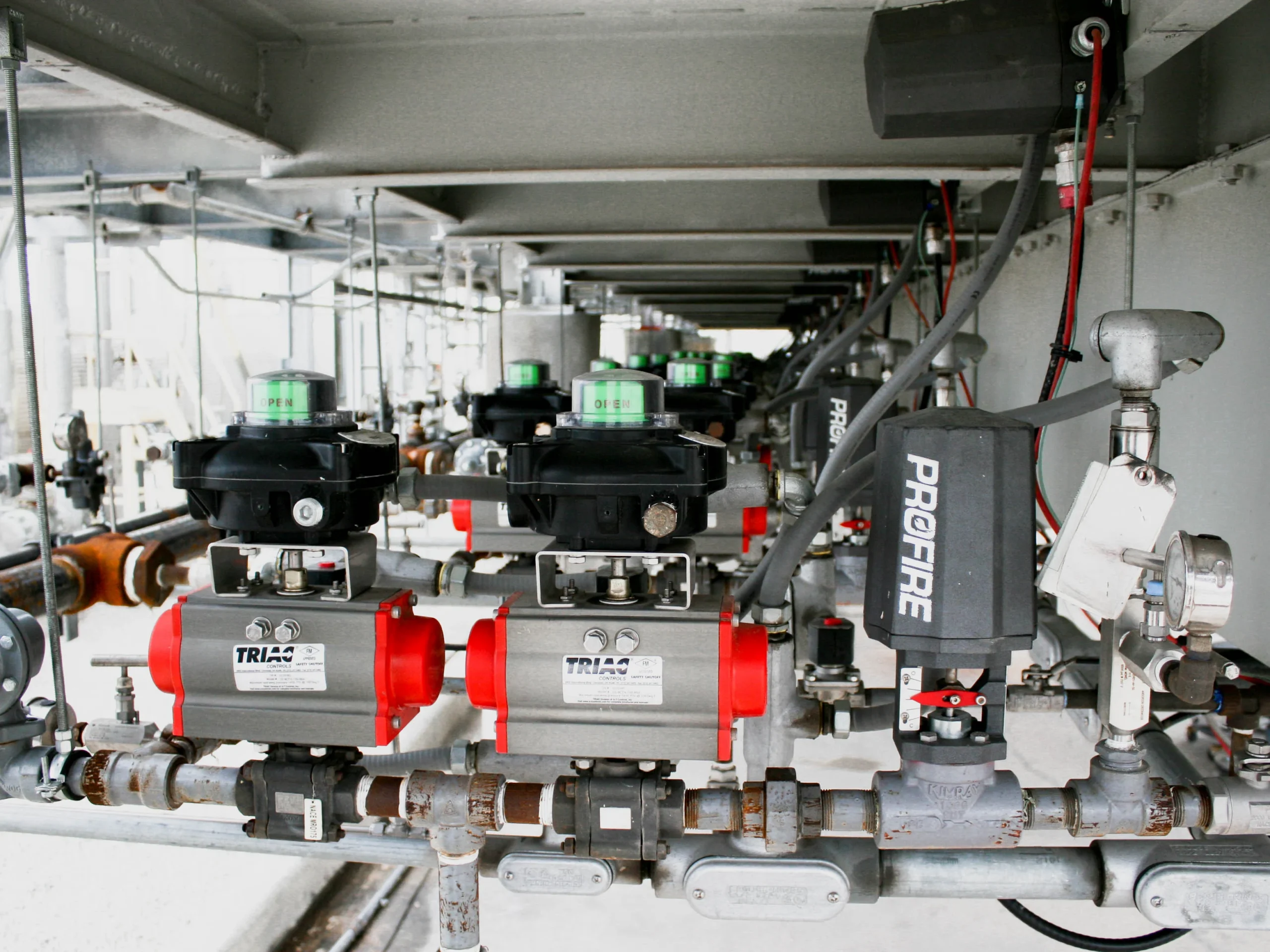
The Profire Solution
Ensign needed to meet several safety standards (NFPA, ASME & API560). Profire proposed our 3100 Platform due to the complexity and I/O concentration of the project. Numerous discussions revolved around the accurate temperature measurement from the distillation column located 380′ away from the heater. Our design included a quad thermocouple and split the redundant temperatures on redundant networks. 12 individual fuel trains control 12 independent temperature controls valves. This allowed the client to see a 45%+ gas savings due to proper gas regulation and modulating controls for each burner!
Get a Free QuoteAfter Profire





Key Products Used

Ready to Optimize your Equipment?
Let Profire help with your Safety, Reliability, and ESG Initiatives
Get a Free QuoteRecent Projects

Details
See Details
Momentum Midstream was looking to expand operations at its Gillis Treating Facility in Ragley, Louisiana, adding…

Details
See Details
At Williams’ North Tacoma site, a Triple-Tube Line Heater struggled with frequent downtime due to an…

Details
See Details
Noble Environmental faced operational and compliance challenges at one of its landfills, requiring a reliable flare…